




Trong quá trình thử khuôn, các lỗi đúc thường xảy ra mà không có dự đoán chắc chắn, do đó, một kỹ sư thử khuôn giỏi phải có kinh nghiệm phong phú để đánh giá lý do nhanh nhất có thể, vì chi phí ngày càng tăng theo thời gian sử dụng máy phun.
Tại đây, nhóm của chúng tôi đã tích lũy được một số kinh nghiệm, nếu chia sẻ này có thể đưa ra một chút gợi ý giúp ích cho việc giải quyết vấn đề tương tự của bạn, chúng tôi sẽ rất vui.
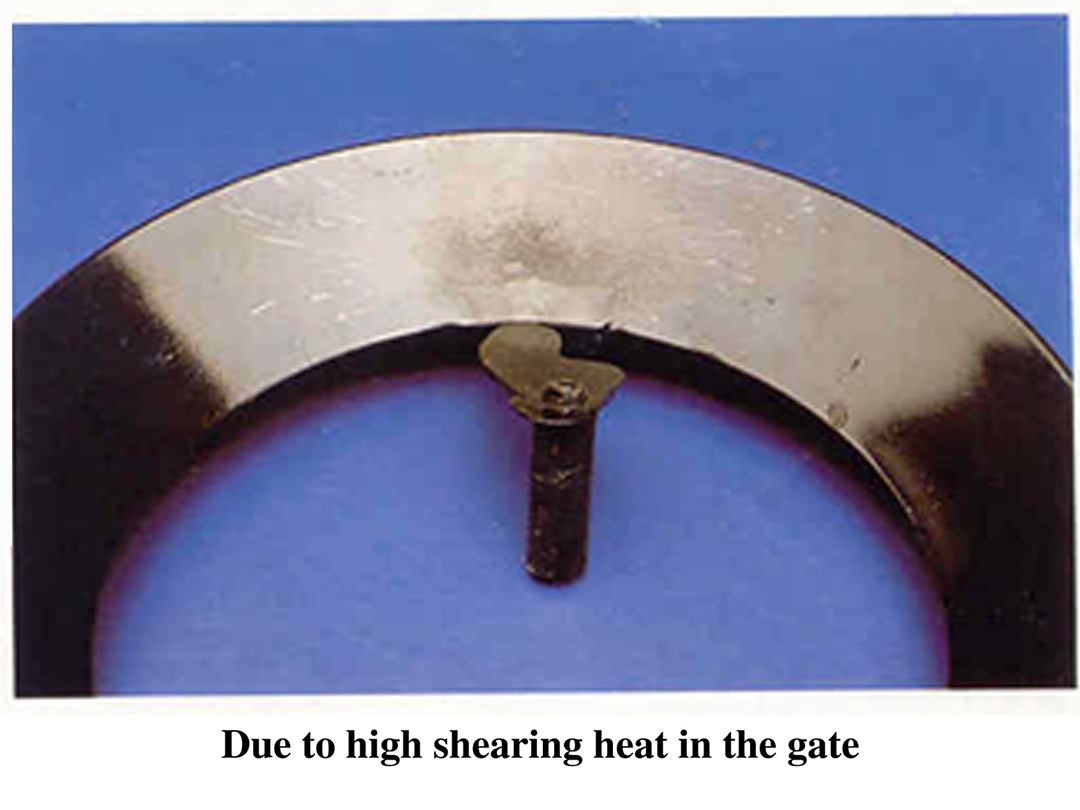
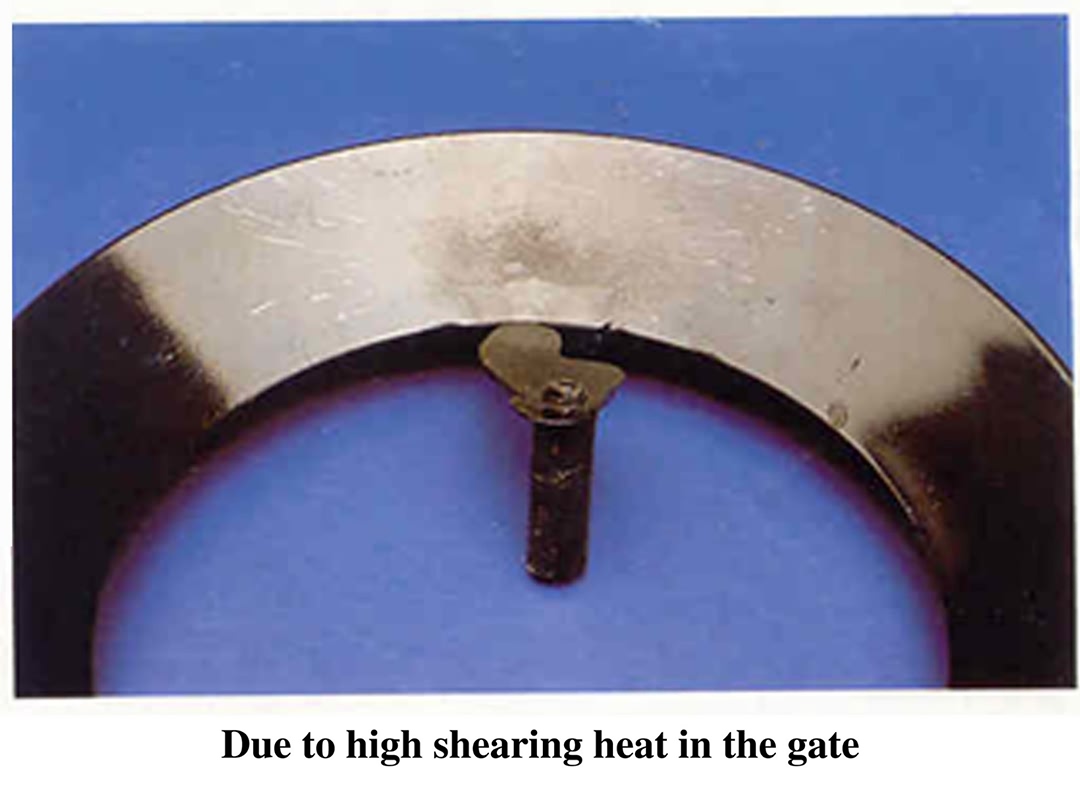
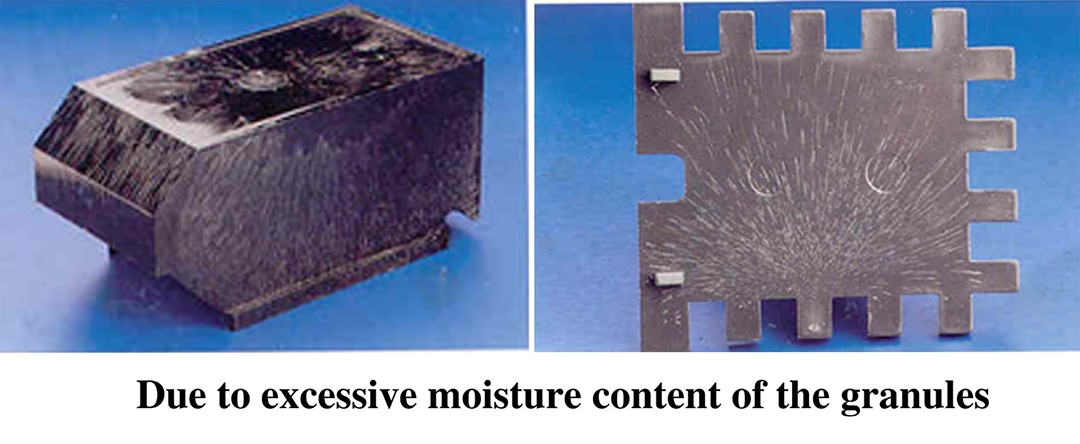
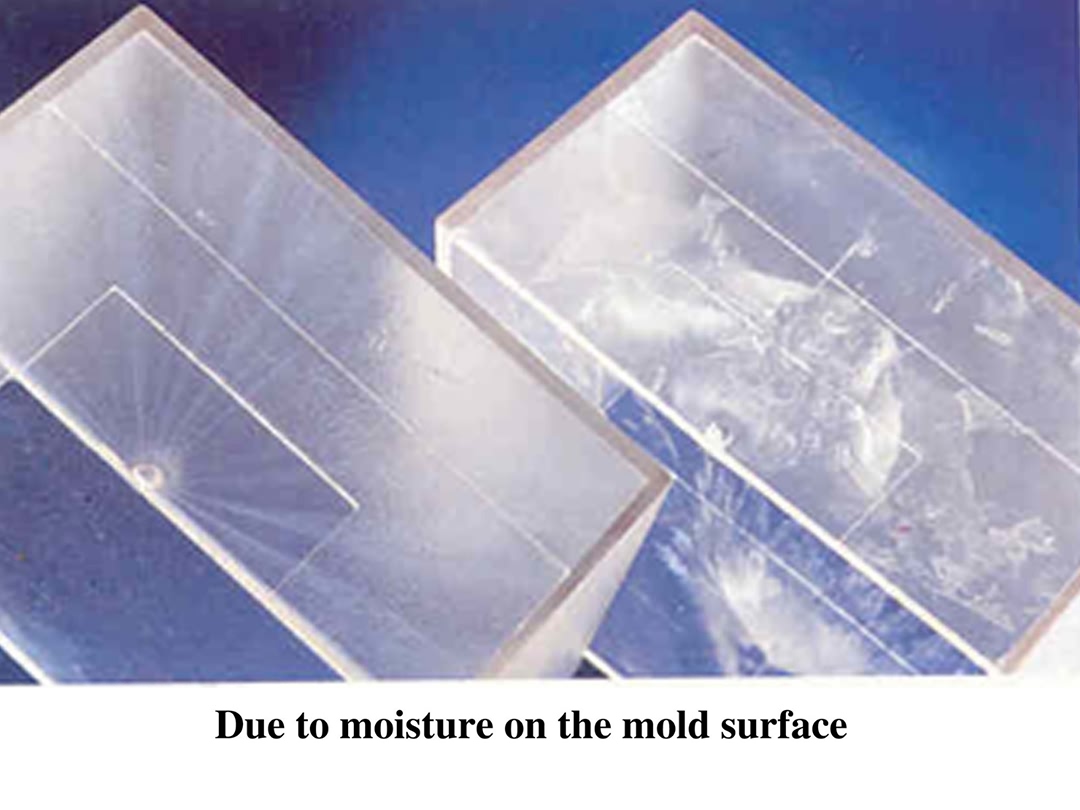
Ở đây chúng ta nói về ba dấu hiệu: “Vết cháy”, “Vết ướt” và “Vết không khí”.

Đặc trưng:
·Xuất hiện định kỳ
·Xuất hiện ở mặt cắt ngang hẹp hoặc vị trí bẫy khí
·Nhiệt độ nóng chảy gần như là giới hạn trên của nhiệt độ phun
·Khiếm khuyết có ảnh hưởng nhất định bằng cách giảm tốc độ trục vít ép
·Thời gian dẻo hóa quá lâu hoặc nằm ở khu vực phía trước của vít ép quá lâu
·Vật liệu nhựa tái chế được sử dụng quá mức hoặc vật liệu đã bị nấu chảy nhiều lần trước đó
·Xuất hiện trong khuôn với hệ thống hot Runner
·Khuôn có đầu phun kín (Shut Off Nozzle)
Đặc trưng:
3, Dấu hiệu không khí
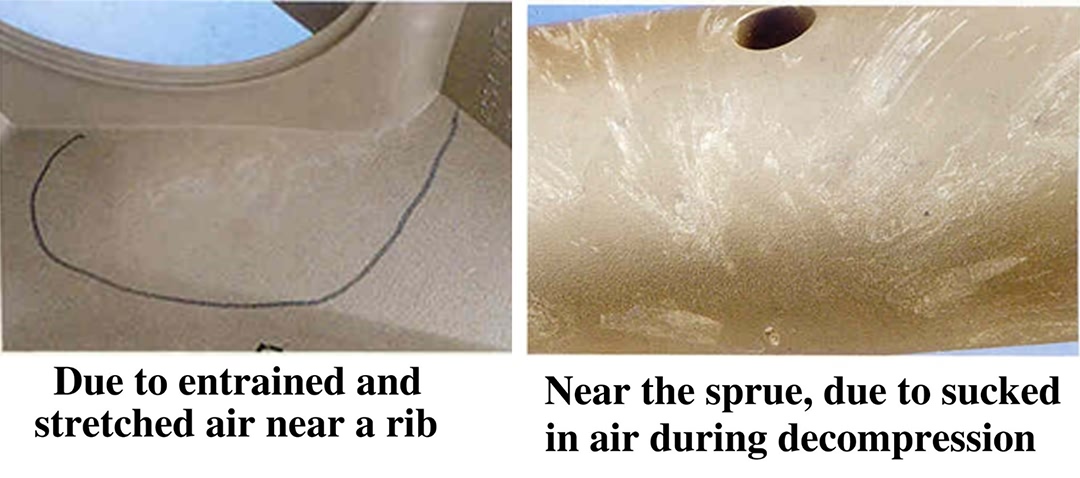
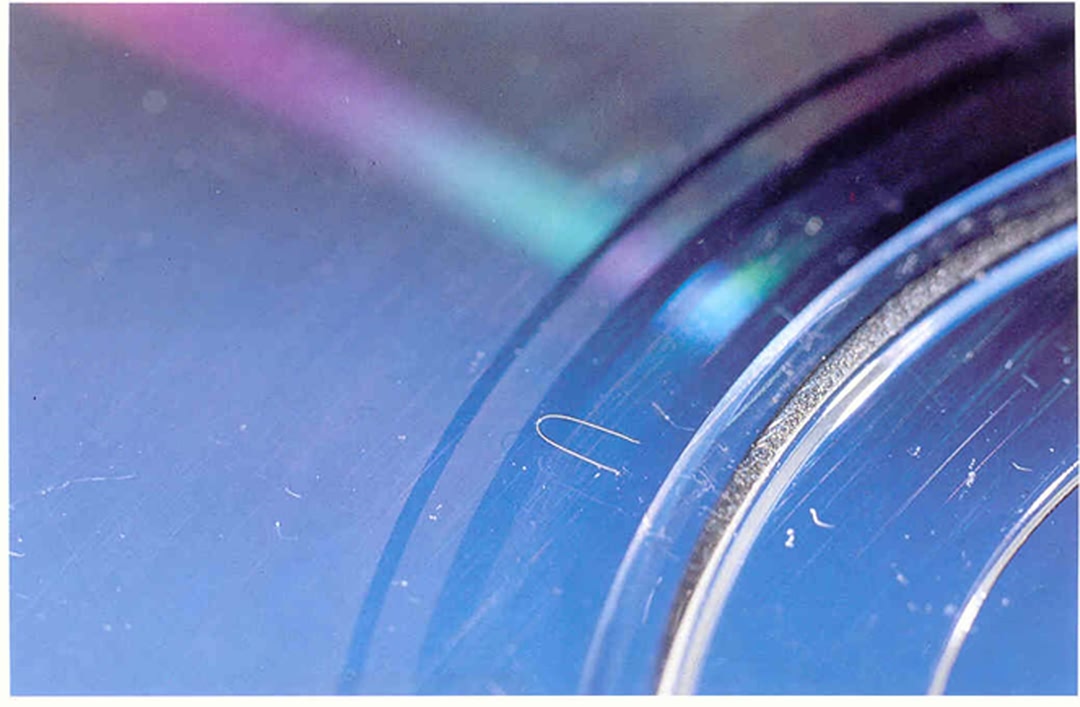
Nhìn chung, vết khí có hình dạng thô ráp, màu bạc hoặc trắng, thường xuất hiện ở bề mặt hình cầu/cong, các gân/vùng thay đổi độ dày thành hoặc ở vùng lân cận vòi phun, lối vào cổng thường xuất hiện lớp dấu khí mỏng; Dấu không khí cũng xuất hiện ở vị trí khắc, ví dụ: khắc văn bản hoặc vùng lõm tại chỗ.
Ngoại trừ các loại trên, chúng tôi còn có “Dấu sợi thủy tinh” và “Dấu màu” trên bề mặt bộ phận. Vì vậy, trong tương lai, nhiều kinh nghiệm về lỗi đúc sẽ được chia sẻ với những người bạn thân yêu trên LinkedIn, nếu bạn có ý kiến khác về bài đăng của tôi, vui lòng vui lòng cho tôi biết ý kiến của bạn, như chúng tôi biết, Linkedin luôn là nền tảng tốt để chúng tôi chia sẻ, học hỏi và cải thiện!
Thời gian đăng: Oct-26-2020